News Release 2018
Read More
Posted Sep 5, 2019
Agua Dulce Technologies, LLC, is a privately funded and owned corporation based in Littleton, Colorado. The wastewater purification plant in Colorado demonstrates the Membrane Pervaporation Technology at a scale of 1,000 barrels per week of feedstock from the Oil and Gas Fields in the United States. The technology was developed by US Metals Refining Group (USMRG), Inc. and licensed to Agua Dulce Technologies, LLC. Early pilot test work results generated by USMRG were reviewed by QP Engineers from Samuel Engineering, Inc. of Denver, Colorado.
Read MoreWith our technology, wastewater can be recycled into fresh water and injected back into the geothermal reservoir. This will reduce flaring.
For each barrel of wastewater treated, 85-90%wt fresh water can be recovered. Each barrel of wastewater we processed contained up to 10%wt residual crude oil, which was successfully recovered. With regards to mineral salts, we were able to upgrade metals to the final mineral-rich discharge solution by factors of 10-40.
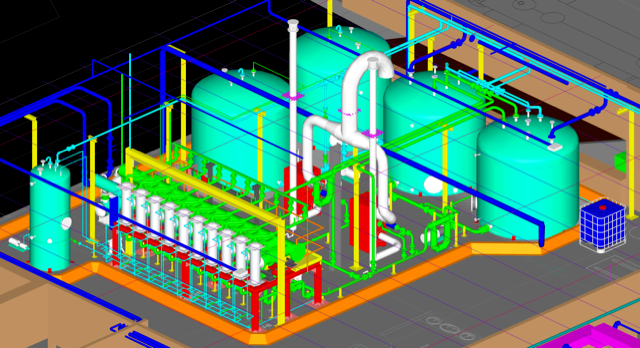
This Brine processing facility belongs to our company, Agua Dulce Technologies. We’ve developed a membrane technology suitable for processing geothermal brine, mine drainage, dilute leach solutions, dilute gold solutions and PGM solutions. The technology dehydrates the dilute feedstock by removing excess water and thereby increasing its miner salt concentration. Freshwater becomes available for industrial use. The smaller volume of concentrate solution produced by dehydration upgrades mineral salts and eliminates the need for larger downstream units. Lowers capex and opex of mineral extraction.
Read MoreThe technology uses innovative membrane tubes patented by Pervatech Corporation in the Netherlands. The tubes were originally designed to separate heavy oils, paraffins, and alcohols in Europe. Our company acquired these tubes and repurposed them in the US by redesigning a pilot plant with completely different configuration from the traditional units. The goal was to process underground brine water, industrial effluents, dilute leach solutions and separate mineral salts from freshwater. We own the utility patents for the process itself, module assembly and demo plant design.
Read More